


Policy and Commitment
The Company has R&D projects covering all product groups such as Technically Specified Rubber (TSR), Ribbed Smoked Sheets (RSS), Concentrated Latex, and rubber glove products and the research and development policy has been updated to include additional provisions on developing digital and artificial intelligence (AI) technology to align with the company's mission. The Company focuses on improving the efficiency of production processes and enhancing the quality of products to respond to customers’ needs and sustainably manage the environment, which leads to an increase in opportunities and competitiveness for the Company. The Company has a research and development policy with 3 main objectives and goals as follows:
To enhance STA competitiveness
environmentally friendly operation
To create business opportunities and
support new businesses
Research and Development Policy
at least
Performance in 2025
| Innovation Development Projects in 2025 | Projects |
|---|---|
| To enhance STA competitiveness (Productivity, Automation and AI) | 69 Projects |
| To promote sustainable and environmentally friendly operation | 7 Projects |
| To create business opportunities and support new businesses | 5 Projects |
| Total Projects* | 81 Projects* |
| Total R&D expenses in 2025 | 103.4 million Bath |
Remark: *The number of consecutive projects from the previous year is 58 projects.
Innovations and technologies to reduce environmental impact for sustainable business operations
Innovation in artificial intelligence development for natural rubber and glove factories
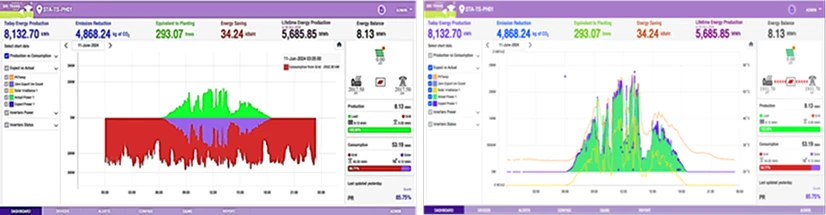
Energy Monitoring System Dashboard
Machine Modernization Project
Biochar Project

Innovation to add value to the products
- The Research and Development Department has focused on enhancing the capability to produce concentrated latex at lower cost while improving its specificity for glove manufacturing under various conditions and product types. Key initiatives include reducing the aging period of concentrated latex prior to glove production (zero- or low-aging latex) and studying the application of biochemical approaches to further enhance the performance and efficiency of concentrated latex.
- Glove Business: The Company continues to strengthen its research and development capabilities to enhance glove products in line with evolving customer needs and market requirements. Key developments include surgical gloves designed to support more convenient double-gloving for healthcare professionals; double-chlorinated natural rubber gloves; black natural rubber gloves; accelerator-free nitrile gloves; and diamond-textured nitrile gloves for industrial applications. In addition, the Company has expanded its product portfolio with natural rubber gloves manufactured from EUDR-compliant latex to support customers in the European market and align with emerging regulatory expectations.
- The company actively collaborates with government agencies, private sector partners, and customers in research and development across upstream, midstream, and downstream products. For example, a partnership with a leading tire manufacturer focuses on improving the quality of natural rubber raw materials. In addition, the company’s glove manufacturing subsidiaries work closely with universities to develop innovative and sustainable products, including oil-resistant gloves, biodegradable gloves, and the upcycling of used gloves and cornstarch powder into coasters, alongside other sustainable technologies. These initiatives reflect a strong commitment to product innovation, circular economy practices, and long-term sustainability.
Intellectual Property Development
- In the development of intellectual property (IP), the company has actively promoted the registration of patents with the Department of Intellectual Property. As a result, the company has been granted two petty patents for a block rubber grading system and the robotic system for pulling rubber, with one additional petty patent currently in the announcement stage.
- Regarding gloves, the company has filed a total of three international patents, all of which are currently in the international announcement stage.
(The detail can be found in the 2025 Sustainability Report under the section on Innovation Management)
Artificial Intelligence Technology
Driving the Organization with Digitalization and Artificial Intelligence
Sri Trang Group, continuously develops digital technologies and data management systems to enhance operational efficiency and strengthen readiness for enterprise-level adoption of Artificial Intelligence (AI). Sri Trang Group prioritizes building robust data infrastructure, establishing governance frameworks and developing workforce capabilities to adapt to technological changes and evolving business directions, enabling all units to respond effectively to emerging challenges.
Digital and Data Infrastructure to Drive AI
Over the past decade, Sri Trang Group has consistently advanced its data and digital infrastructure across more than 35 major factories, enabling seamless data integration and effective application of innovations. Sri Trang Group has implemented interconnected data systems across all business units and factories to ensure interoperability and improve data quality, accuracy, and reliability.
Next step is the foundation which supports collaborative data usage and facilitates the digitalization and automation of processes to reduce redundancies and optimize workflows. AI technologies are applied in suitable areas such as document processing, production optimization and data analytics, resulting in agile operations, enhanced decision-making accuracy and readiness for AI-driven competitiveness and sustainable growth.
Key AI Applications
- Knowledge Intelligence is the AI systems for structured access to organizational knowledge, policies, procedures and internal documents.
- Operational and Quality Intelligence is the application of computer vision, optimization and machine learning to improve product quality, reduce errors, and enhance production efficiency.
- Document Intelligence use of Optical Character Recognition (OCR), Natural Language Processing, and summarization tools to digitize paper documents, analyze content, and extract actionable insights.
- Administrative Intelligence is the AI tools to manage meeting data, summarize key points, and organize information for decision-making.
These initiatives are overseen by Mr. Veerasith Sinchareonkul, CEO, with leadership from Mr. Rattapong Laparojsak, Chief Artificial Intelligence Officer (CAIO), and the Integrated Technology Team, comprising experts in IT (Information Technology), OT (Operational Technology) and AI (Artificial Intelligence) is primarily responsible for supporting, developing, operating, and integrating technology systems to ensure they move in the same direction and operate efficiently.
AI Performance
Data & AI Governance
Sri Trang Group has announced a Data Governance Policy and AI Governance Guideline across all subsidiaries to establish standards for the correct, secure, and legally compliant use of data and AI within the organization. The policy emphasizes the following key areas:
- Data classification
- Access rights management
- Usage monitoring
- Data security
- Data lifecycle management
- Responsible AI practices
- Personal data protection
- Compliance with relevant laws
AI Talent & Workforce Readiness
The Company continuously promotes employee upskilling to enable effective collaboration with digital technologies and AI through two main initiatives:
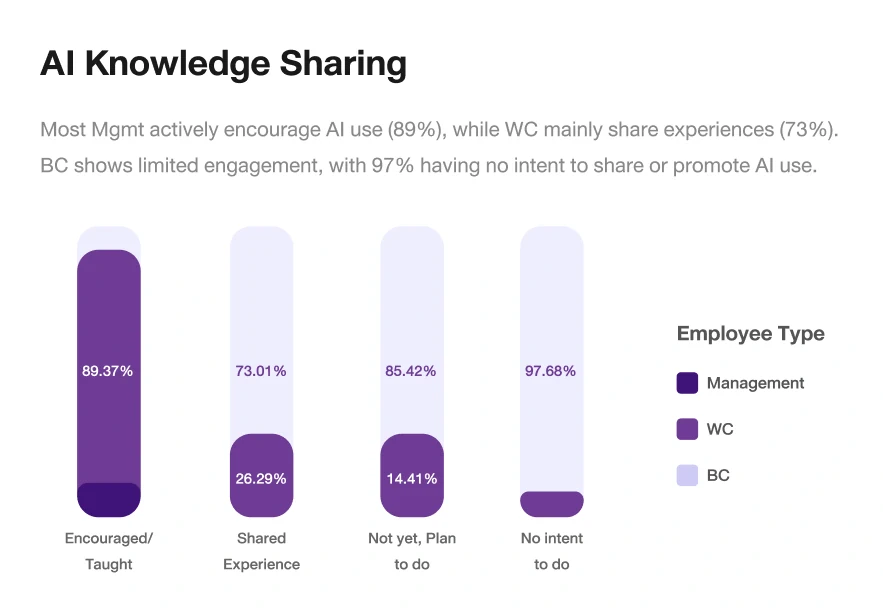
AI Clinic (AI Sharing & Consultation Program)
This weekly program provides opportunities for employees from various departments to present challenges, share methods of applying AI in their work, and receive guidance from the technology team. The goal is to support individuals in improving their work processes through AI implementation.
The 2025 survey found that over 89% of white-collar employees share AI knowledge with others, and employees continuously exchange experiences, reflecting the establishment of a learning network within the
AI Upskilling Program

Business and Stakeholder Benefits from Digital Tools & AI Implementation
The Company's deployment of Digital Tools and AI focuses on creating business value alongside sustainable growth, encompassing operational dimensions, organizational development, and responsible risk management to deliver genuine benefits to the organization and all stakeholder groups.
Technology integration supports efficient and sustainable organizational growth through three main dimensions:
1) Run Better: Enhancing Operational Excellence
Technology helps streamline work processes to be faster, more accurate, and more systematic, directly impacting operational efficiency and costs:
- Reducing redundancies and errors: Automation systems reduce the burden of paperwork and manual data entry, ensuring consistent and accurate work processes while enabling employees to focus on higher-value tasks.
- Stable production and operations: Technology-enabled data analysis and predictive maintenance alerts help reduce risks from production disruptions and support efficient cost management.
- Data-driven decision-making: Management can monitor situations and operational results through data dashboards that provide real-time insights, enabling clear business decisions and appropriate responses to situations.
2) Build Better: Accelerating Development and Adaptation (Innovation Velocity)
Data and technology accelerate business development and improvement processes, enabling the organization to innovate and respond to changes with agility.
- Reducing development risks: Digital modeling and simulations allow testing of new product or process feasibility before actual investment, reducing time and budget risks.
- Understanding market needs: Data analysis provides clear visibility into market trends and customer demands, leading to more precise improvements in products, services, and processes.
3) Work Smarter: Empowering Personnel and Building Confidence (Organizational Enablement)
Preparing the workforce alongside responsible AI governance forms the critical foundation for long-term sustainable growth:
- Employee upskilling: The Company promotes digital skills development (upskilling) and understanding of working with AI to prepare for the future of work.
- Agile operations: Employees have tools to help analyze, summarize, and support their work, enabling convenient, fast, and efficient performance while fostering engagement and pride in being part of a progressive organization.
- Confidence and governance: The Company emphasizes comprehensive AI governance, with AI governance assessment scores at a good level (average score of 3.7), reflecting robust risk management in data security, regulatory compliance, and ethical technology use, which helps build trust among all stakeholders.